24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


Y��܈�C�^��܈���ٶȿ��_ 50��60m/s������һ���C�܁��f������������120�㲼�õĈA�P��܈ݚ���������_�C�ܾo���ء��B�m�ز�����һ��M���B܈�C�M���ΙC���c�p�C�ܷքe���ς���ʽ�c����ʽ��������܈�C����"Y"���Π�����У��ʿ��M�ПoŤ܈�ơ�
Y��܈�C�^��܈���ٶȿ��_ 50��60m/s������һ���C�܁��f������������120�㲼�õĈA�P��܈ݚ���������_�C�ܾo���ء��B�m�ز�����һ��M���B܈�C�M���ΙC���c�p�C�ܷքe���ς���ʽ�c����ʽ��������܈�C����"Y"���Π�����У��ʿ��M�ПoŤ܈�ơ�
Y��܈�C�Ŀ���ϵ�yһ���������-��߅����-�A������ijЩ�Ͻ�䓣���ɲ��û�߅����-��߅����-�A����ϵ�y���ڿ��̓�܈����������ӹ����䑪����B��܈�Ƶ�����䓲��������M�� Y��܈�C������һ���A���棬��ɞ������Ρ��� Y��܈�C���͈D�ɿ����ڿ�����ǰ����ε�׃���DZ��^����ģ���ˣ�����܈�C�g�ď����ɿ����� 2%�ķ����ԃȡ�
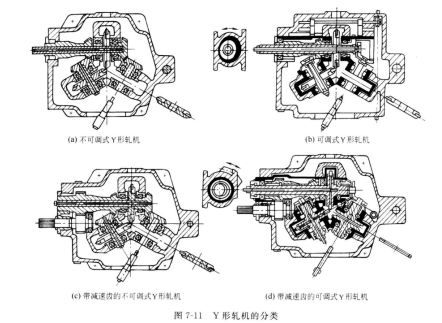
1.Y��܈�C�ķ��
ͨ����r�£�Y��܈�C�ɷ֞鲻���{ʽ����݁ Y��܈�C ��Ҋ�D7-11��a���� �Ϳ��{ʽ����݁ Y��܈�C ��Ҋ�D7-11��b���� �ɷN��͡����ڲ����{ʽ�� Y��܈�C�ַ֞�ɷN�Y����ʽ��һ�N��܈�C���펧��һ��ֱ�X�p�ٵĽY����ʽ��Ҋ�D 7-11��c��������һ�N��܈�C���������p�ٵĽY����ʽ��Ҋ�D 7-11��a������ͬ�ӵأ����ڿ��{ʽY��܈�CҲ�֞�ɷN�Y����ʽ��һ�N��܈�C���펧��һ��ֱ�X�p�ٵĽY����ʽ��Ҋ�D 7-11��d��������һ�N��܈�C���������p�ٵĽY����ʽ��Ҋ�D 7-11��b������܈�C�Ƿ���Ҫ���p���b�����c�����X݆���е��X݆�M�ٱȷ������P�ġ�
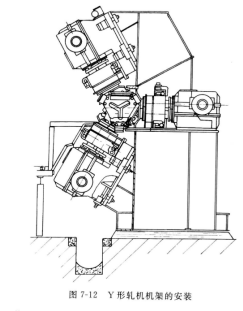
Ӌ�����X݆��ģ��X݆����@܈�C�M�K�����ľ����ó�C�Σ��X݆�����÷��m�B�����ӵĻ��A���ϣ�Ҋ�D7-12����ԓC�λ��A���ڲ������dz��_�ģ��@�ӱ��ڸ��Q�C�ܡ��C�����c���A����ӵ�܉���ϵĻ��ӣ��ǿ�Һ�����Ƶď��ɳ��ظׁ������c܈�C�������ľ����е��b�䣬ÿ���M����һ��܈݁�����S�нM�ɡ�܈݁�M�b���b�똋��܈݁�C���Ʒ��ăɂ��Qֱ��ȡ�
2.Y��܈�C�ĽY��
Y��܈�C�ĽY����D7-12��ʾ��ÿ��܈݁���džΪ����ӵġ�܈�C�Ă����b���O
�OӋ����݁�M�Kʽ܈�C�C�ܣ�ÿ���������h��܈݁����ÿ�ɂ����S�g���A�������U�A�o�������@�N���֣���ͨ�^Ħ�������؏Ķ��S���mֱ�ӂ��o܈݁��
܈݁�S�Ǐ�܈݁�ɂ��ɝL���S��֧�У��S��ؓ�����F���S��֧�У������l����_����ĥ�S������һ���͚��b�Á흙���ģ����Ҳ��ßo���|�������ܷ⣬��ֹˮ�������FƤ�Ľ��롣܈݁�C�ܵ����c����݁���νM�b���ĉ�������������݁���M�еģ������ǽ��^�����ݽz݆���Ӽ��q���S��һ�c�M�Љ����{�����ݽzÿ���DһȦ��܈݁�ĉ����{������0.1mm��
ÿ�ɂ��C�ܘ���һ���C�܆�Ԫ����D 7-13 ��ʾ��܈݁���ڂȵ� 90���������ˮ��s������sˮ�Ǐij��ڌ��l����B��̎���o�C�܆�Ԫ��܈݁�C�ܿ��ڌ��l���Ϗ������λ�����M���Ƴ����ˌ��l�岼�������P�C�ܵăɂȡ�����ˮ�ܺ��ܶ����Ԅ��B�Ӻ��Ԅ�ж�_������ϵ�y��D7-14 ��ʾ�����ɲ��ó�C�ε����l�X݆�侀�M�ɵġ�ÿһ�����傀�v���S�B����һ��Ī����X݆�䡣�@�����v���S�ɳ��ڂȵ�һ�������X݆�B��������늙C�� ��ֱ��늙C2 750kW����

4̖��9 ̖�C���X݆����ÿ���C�܆�Ԫ�Ѓɸ�ƽ�е�ݚ�S��������ͨ�^���X݆��һ��б�X݆����ӵġ�1̖��3̖�C���X݆���������S��10̖�C����һ���S���� 1 ̖��2̖��3̖�C�ܵ��X݆���У�ԓ����ϵ�y�ֳ�1 ̖�C�ܺ� 2 ̖��3 ̖�C�܃ɲ��֡� 2 ̖��3 ̖�C���c�v���S�B�ӣ����� ��늙C���ӣ�ͬ�� 4 ̖�� 10 ̖�C��Ҳ����ˡ�1 ̖�C�܄t������һ�_220kW ֱ��С늙C���^���ԵĂ��X݆����ӡ����е��S���b�п�Ħ���S�С�
���Q�C�ܕr�������������X݆ϵ����Һ���R�_ͨ�^�v���S����˨ǧ����˻ء���܈��λ�Õr�����и��X݆����ɏ��ɳ��؊A�oҺ�������Ʒ��ϊA�o�����_Ҳ����Һ�����ƣ�ȫ���X݆����c����ϡ��ѭ�hϵ�y�B�ӡ�
�����ڳɌ��C��֮�g�ľ��Ĕ����������εģ�ÿ���C�܆�Ԫ���b����ڏ��ɳ��صĝL�ӌ��壬��ˣ��ڙC�܆�Ԫ��ʹ�Ì����r���������g���壨������g�����������εģ���������ʽ�Č����r��Ҳ��������ڌ���ʹ�á�
܈݁��܈��݁�g�M�и��Q�� �o���Д�܈�C���\�D��
3.Y��܈�C�����c���c��
����ÿ�����C��܈݁��λ�����e�_����܈����܈�����Dz�λ�ý���׃�����ʸ����ضȱ��^����׃��Ҳ������܈�����s������܈��Ҳ�������^��������У��m�ڵ����Խ��ٵ�܈�ơ�
���������C��܈ݚ���ľ������e�_һ���Ƕȣ�����܈������Ť�D���@�ӿɌ��F�oŤ����܈�ƣ���Ʒ���ٶȿ��_ 50��60m/s�����ҮaƷ�����|���ã����ȸߣ�����С��
�����ڲ������w���ӣ������˿���ϵ�y���������ڌ��F�Ԅӻ���
�ܽY���o�����w�eС�������p�����w���㣬ռ����e��С�����b���غ��Ρ�
�ݑ��ÏV���������a 940mm ���µĈA�κ������εİ��ģ�Ҳ�����a ��5��12mm �ľ��ġ�
�ɽM���Q�C�ܣ��p�������a���ϓQݚ�r�g�����܈�C���I�ʡ�ȱ�c��
��܈ݚ�ӹ�Ҫ������ĥ���������w����ĥ���ӹ���
����Ҫ�������ÙC�ܡ�����܈�C-һ��o�����{���C����܈݁����ĥ�p����܈�ƾ��ϟo���Qݚ��Ҫ���w�ظ��Q�M���w����Ҫ�������ÙC�ܡ�
�������FƤ����ȥ����






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖