24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


���ĵ���;�V���ڇ����������T�о���ռ����Ҫ�ĵ�λ�����IJ��H��;�V��������;Ҳ�ܴ����P�Y�ϽyӋ���������Įa��ռȫ����܈�Ŀ�����5.3%~15.3%��һ���5.5~9mm�ĈA䓷Q�龀�ġ����҇���6.5mm������Ŀǰ�������єU��5~38mm���еć����ԔU��42mm�����ĵĔ���̎�A��������߀�������ı⣬���ǣ��ݼy�����Δ���ȡ��ڹ��I�����ϣ�Ҫ�ıP�ش�ֱ������С�����������ú;���ęCе���ܡ��������ʮ�����䓰lչڅ���L�����C���B�T���B܈����lչ��Ҫ�ĵ����ܼ������|��Խ��Խ�ߡ����Ԍ����ĵ�Ҫ��Q��������܈�C�������¼��g���w�ٰlչ��
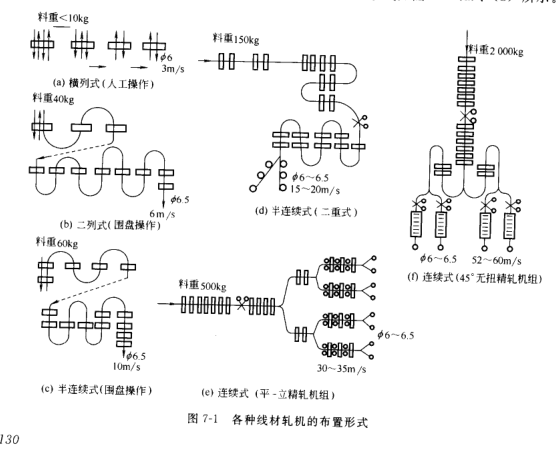
����܈�C����ʽ�����N���M��ʽ�����B�mʽ��ȫ�B�mʽ���S���������a�İlչ��܈�Ʒ������əM��ʽ���B�mʽ�lչ��
20���o40����ľ���܈�C��֞�M��ʽ����܈�C����Ҫ�˹�ι䓣�܈���ٶȵͣ�����10m/s���������ٶȵͣ�܈���ؽ���Ӱ푾��ijߴ羫�ȣ���ˣ���P��һ����80kg���ҡ�܈�C��a���H��10�f�����¡��M��ʽ����܈�C�IJ�����ʽ��D7-1��a������b����ʾ��
����܈�C����ʽ�����N;�M��ʽ�����B�mʽ��ȫ�B�mʽ���S���������a�İlչ��܈�Ʒ������əM��ʽ���B�mʽ�lչ��
20���o40 ����ľ���܈�C�֞�M��ʽ����܈�C����Ҫ�˹�ι䓣�܈���ٶȵ� ������10m/s���������ٶȵͣ�܈���ؽ���Ӱ푾��ijߴ羫�ȣ���ˣ���P��һ���� 80kg���ҡ�܈�C��a���H�� 10 �f�����¡��M��ʽ����܈�C�IJ�����ʽ��D7-1��a������b����ʾ��
20���o 50����lչ�˰��B�mʽ����܈�C����܈�C�M���ó��B�mʽ����܈�C�M���óəM��ʽ����܈�C�M���ó��B�mʽ��M��ʽ���ڙCе���̶��^�ߵİ��B�m����܇�g�У����Բ����˹�ι䓣���Ʒ�^��܈���ٶȿ��_16m/s�������_�� 200kg����a�����_�� 20 �f��35�f�������B�mʽ����܈�C�IJ�����ʽ��D7-1��c������d����ʾ��
20���o50 ������ڳ��F��ȫ�B�mʽ����܈�C���Ĵ�܈����܈ȫ���M���B܈��60 ������ڣ���܈�C��ˮƽ�B܈�C�⣬߀��ƽ-��܈ݚ����ľ�܈�C�M���γ���ƽ-��-ƽ���B�mʽ����܈�C������܈�C����ϵ�y�Y�������ƣ�����܈�C���^��܈���ٶȶ��� 35m/s ���£����ıP�؞� 300��500kg���ľ�܈�ƕr����a���� 50�f�����ҡ�ȫ�B�mʽ����܈�C�IJ�����ʽ��D7-1��e����ʾ��
20���o60������ڣ����F�˿��ʽ45��oŤ��܈���C�M���ұ�ʽ45��oŤ��܈�C�M�� Y ��܈�C�����ھ�܈�C�M�ό��F�˸��ٟoŤ܈�ƣ�����˾��ĵ��|�����a�����^��܈���ٶȿ��_70m/s�����ıP���_1500��2 500kg���ľ�܈�ƕr����a���� 60��80t���B�mʽ 45��oŤ��܈�C�M��D7-1��f����ʾ��
Y��܈�C��һ�N��݁ʽ�B܈�C��ÿ�_ Y �͙C������������ 120�㲼�õıP��܈݁���������ǿ��͡������ӕr����������120���܈݁���Ƹ���ĸ"Y"���ʷQ�� Y����ݚ�B܈�C�����Q��Y��܈�C��
�oŤ���پ���܈�C���@�̶̵���ʮ������֮���������@�ӵ��w�ٰlչ��������������һϵ���@���ă��c���@Щ���c���������������c��
1.����Сݚ��
�ұ۟oŤ���پ���܈�C��С݁��܈�ƕr��܈���Č�չ����С��
����С݁��̼���u܈��݁���^��Ҫ�ĺ�̎�Ǟ��˽�Q��݁Ť�D�C�M����ͨƽ-����܈���C���M���ý�Q���y�}-�����������Ɔ��}��С݁�������c�nj�չС�� ����� �ɸɌ��ȵĜpС��܈�����ߴ繫���Ҳ�S֮�pС������׃��Ҳ�S֮�pС�����ϸ߄��șC�ܣ��̵�݁������ĥ�Ŀ��ͣ��O�p��әC���������Ŀ��͌� �l�OӋ��ͨ�^���_�İ��b�{�����ɵõ��^С������
���ڲ���С݁�����Ϳ������S���ð��F��̼���uӲ�|�Ͻ�����܈݁���ϣ�����݁�h���t�|��ֻ��16kg���ң��ßo�I�B�ӷ�ʽ����݁�S�ϣ���
̼���u���ИO�õ���ĥ���ܣ���Cе���ܺ͟�_������Ҳ�ஔ�ã���ˣ��@�N܈ݚ���͉������L��̼���u܈݁��ÿ�����Ϳ�܈���� 1 600t��ÿ��܈��ݚ����ĥ 20�Σ���ÿ��܈݁���^��܈������6 400t���ɂ����ͣ����ஔ����ͨ܈݁�ۉ����Ď�ʮ���� ���ڿ��͉����L��ʹ�Æβۿ��ͣ����^���_��λ�����ú����ȥ�S���{���������{�����s�{���r�g;�����m���{����������ĥ�p����Ҳ������Ҫ��;����ĥ�p���٣���ˣ���܈����݁�p��С����˳�Ʒ���ȡ�
����܈�����c܈ֱ݁����ƽ�������ȣ�܈�������c܈ֱ݁�����������ȣ����ԣ�����С݁���ܽ���܈�Ɖ�����܈�����ء�
2.܈���ٶȸ�
���܈���ٶ�һֱ�����܈�C�a������Ҫ;�����@����Ҋ��܈�C��Փ��С�r�a���c܈���ٶȳ�������������܈�ٞ�80��90m/s �ĬF�������ٟoŤ����܈�C��ÿ�l܈��ÿ��������aСҎ��ľ��� 25�f�������^���ć��⌍�H���a����֪������܈���ٶȲ������ߣ��O�������ʾ��������͡���ˣ� ��܈���ٶȸ��Mһ������ߕr��܈�C��a������߱�������܈���ٶȵ����Ҫ��Щ���S��܈���ٶȵ���ߣ�С�r�a���͆θ���a�������������L���������a�������L��܈���ٶȳ��^ 80m/s�s���@�����ɴ˿�Ҋ������܈�C��Ʒ�ٶȵ���ߣ����ǟo�ȵģ���һ���ėl���£������^���ٶȣ��@����܈�C�ľC�Ͻ���Ч����׃�Ο�������^�߽K܈�ض����Q���ģ����ձ�������߾��ďS�ٶ��_ 102m/s��������t�ضȞ� 900�棬�Խ��ͽK܈�ضȣ����s�ܺģ���ߠt�Ӊ�����
���܈�����ٶȲ��H����߮a��������߀������|���� ��ʽ�M��ʽ�͏Ͷ���ʽ����܈�C��߮a������Ҫ��ʩ֮һ���Ƕ��܈�ƣ������^����_ 4��6 �l�����ǣ����l܈�ƕ�ʹ���ij�Ʒ���Ƚ��ͣ����o܈�C�{�����������ܶ����y��
�F�����پ���܈�C��ͨ�^���܈���ٶȽ�Q�a�����|��֮�g��ì�ܵģ����ÆΗl������l�Ա��C���ij�Ʒ���ȣ�������߳�Ʒ�ٶȁ폛�a���ڜp�ٗl������ɵĮa�����͡�






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖