24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


�����b�õĽY���c܈݁���ƄӾ��x�������ٶȺ̈́����l�ʵ��������Pϵ���厧܈�C�����b�÷֞��քӉ��¡�늄Ӊ��º�Һ�����������
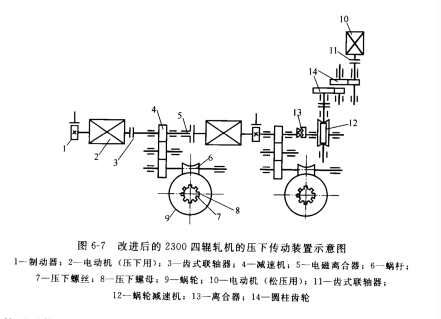
�� 2300��݁��܈䓰�܈�C���ЃɽM�����b�ã���D 6-7���D6-8��ʾ��܈�C�ĉ����ٶȞ� 2��12mm/s���ɽM�����b�ÿ���ͬ�r�����{����Ҳ������Ó�_늴��x����5���M�ІΪ������{����
܈�C�ĉ����b�ò����p늙C�ӵ�ԭ����; 늄әC�w݆����С�������Ć��ӡ��Ƅӕr�g�̣��ʿɿs�̉����{���r�g��

�����ݽz��ͨ�^�����A���X݆��һ�������U݆�p�������ӵġ����_ֱ��늄әC���ʞ�72kW���D�ٞ�520r/min�������ݽz�϶˞黨�I�S�ӣ��@�N�ӷ�ʽ���|��e�������Ć�λ����С��ĥ�p��С���g϶С�����ڱ��C�{�����ȡ������ݽz���¶˘��S���ɰ������Π�ģ��@�Ǟ��˱����S�������Ԅ��{λ��
2300 ��݁��܈䓰�܈�C�����ډ����ݽz���ݾ��^С������������ԭ�F������γ��F�����ݽz�c��ĸҧ���¹ʡ��@�r��݁�����Ƅӣ�늙C�o�����ӣ�܈�C��������������ԭ�OӋ����݆�p�����еĝ����͝��������ݽz����ĸ�����˸��Ɲ����l������Ğ��ډ�����ĸ�ײ�ͨ�����ͣ�2��3kg/cm2���M�Н����������ˉ����ݽz�c��ĸҧ���¹ʡ�
��������܈݁ƽ���b��
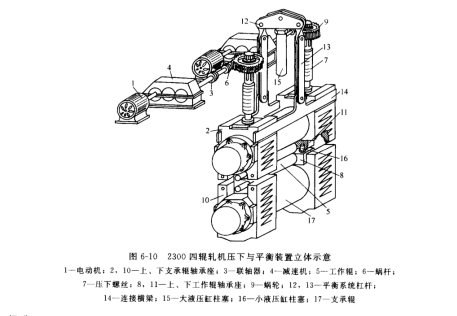
܈�C��ƽ���b��ͨ���֞����Nƽ�⡢����ƽ���Һ��ƽ�⡣����݁�厧܈�C�ϣ���Ҫ����Һ��ƽ�⣬�H��С����݁܈�C�ϲ��Ï���ƽ�⡣
ƽ���b�õ������ǡ� ��܈݁�g�]��܈���r��������܈݁�����S�������������ã����S�����c�����ݽz֮�g�������ݽz�c��ĸ���ݼy֮�g�����a���g϶���@�ӣ���܈��ҧ��܈݁�r���a���_�������ֹ���F�@�N��r����܈�C���O����܈ݚƽ���b�ã�ʹ���S�����o�N�����ݽz�˲��������ݼy֮�g���g϶�������܈�C��ƽ���b��߀����̧����݁�����á�
2300��݁��܈䓰�܈�CҺ��ƽ���b����D 6-9���D 6-10 ��ʾ����֧��݁�S�����������ݽz��ƽ���b�ñ����ܗU��������λ�ڙC��ƽ�_�B�әM��̎��һ����Һ���� 33ͨ�^�ܗUϵ�y��ƽ�⡣�������\�D�rҺ���� 33 ��Ҫ�Г����������ݽz�c��ĸ�g�������ݽz�c��֧��݁�S�����g���к��g϶�����Q����݁�r��ԓҺ���ב���̧����֧��݁�����ړQ����݁�rԓ���͉�������� ���Ϲ���݁���S�м��S������ ��֧��݁��������λ���¹���݁�S�������Ă�СҺ���� 32��ƽ�⡣�����������Ȍ�����݁ݚ���o�N��֧��ݚݚ���ϣ��^����֧��ݚ����̧��ʹ֧��݁�S���c�S�����gԭ�����g϶�D�������g϶��
��܈݁��Ҫ�½��r���_�Ӊ����b��늄әCʹ�����ݽz����֧��݁�½���ͨ�^�ܗUϵ�yʹ��Һ���������S���½����˕r늴�Һ�ӓQ���y 23 �� PA ��ͨ���քӓQ���y 22 �� AO ��ͨ����Һ����������̧�����N��܈݁�����r���_�Ӊ����b��늙Cʹ�����ݽz�������˕r�����������N�½�����Һ�����෴��ʹ��Һ����������������֧��ݚ�S����Ҳ�S֮������ͬ�rҺ���� 30��32������Ҳ�������t�Ϲ���݁ϵ����֧��݁��������݁���SҲ�S֮������






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖