24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


�厧܈�C��18���o����ʽ�Q���������� 210��İlչ�vʷ�����ڰ厧��Ǒ����^�V����䓲ģ�������߰厧���䓲����a�еı�������������lչ���ձ�څ�ݡ�
���c���ą^�e��Ҫ�ǣ��ɏ��Ğ�壬�ɾ��Ğ鎧��
�厧䓰����a�����ɷ֞��܈�厧����܈�厧;����;�ɷ֞�偠t�塢�����塢�촬�塢��܇�塢��a�塢늹�䓰��; ���aƷ���һ��ɷ֞��غ�塢��塢�а塢����͘O�������� �Ї�����ȴ��60mm ��䓰�Q���غ�塣��Ȟ� 20��60mm ��䓰�Q���壬��Ȟ� 4.5��20mm ��䓰�Q���а壬��Ȟ� 0.2��4mm ��䓰�Q�鱡�壬���С��0.2mm��䓰�Q��O������Ҳ�в��ġ�
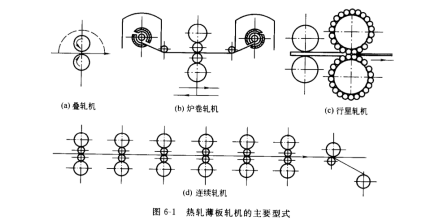
��܈�����ІΏ����a�ͳɾ����a�ɷN���a��ʽ���D6-1��ʾ���܈����܈�C����Ҫ��ʽ���Ώ���܈������Ҫ���چ�݁�ӵĶ�ݚ������ʽ܈�C���ïB܈�ķ����M�����a������1200�B܈����C�����@һ����Ʒ��Ȟ�0.2��3.7mm���@�܈�C��ˇ���Σ��O���٣���Ͷ�Y�٣����S�졣����ڄӏ��ȴ����a�ʵͣ��������Ĵ�ı����|�����ߣ�Ŀǰ̎����̭��λ��
�t��܈�C��Ҫ�m����܈�Ɯضȷ����^խ���y׃�ε�䓎�����Ʒ��Ȟ� 1.5��6.0mm���@�N܈�C�Ĺ����C����ǰ��ɲ��֣��O�Ў����ؠt�ľ�ȡ�C����ˣ������ڟ��B���F�ɾ펧䓵Ŀ���܈�ƣ������a�����ȯB܈�C���B܈�CС��Ͷ�Y���B܈�CС����Ҳ���ڳ�Ʒ�����|����܈�ƾ��Ȳ��ߡ����ٓp�Ĵ��ijɱ��^�ߡ��ضȲ����ơ��������s�Ȳ��㣬����ʹ�����ܵ����ơ�






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖