24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


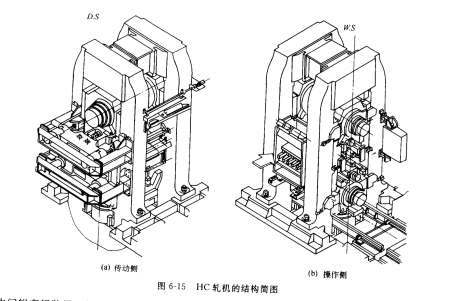
HC܈�C�ĽY���c��ݚ܈�C�o���^�e�����P�I�IJ�ͬ̎���� HC ܈�C��һ���S���Ƅ��b�ã���D6-15 ��ʾ�����g݁���S���Ƅӿ���Һ�����ơ����팍�F�������g݁�S�����cҺ�����B���b�ð��b�ڲ����ȣ����ڲ����͓Q݁���͉���·����ͬ��ϵ�y���C�ϣ��¡����g݁���Q�Ƅӣ����g݁�Ƅ����ڙC�����������҂��ϣ����ڼӹ��S�o��HC܈�C������܈ݚ��һ�в��ã�����ݚ��Һ������������ؓ�������ď�݁��Ч����һ����ݚ܈�C�ď�ݚ��Ч������s�������ϣ���ˣ���݁�����x���^С��Ч����ͨ�^��݁��׃���M���ھ������{�a�������F���ε��]�h���ơ�
�� HC܈�C�Ļ��A�ϣ�߀�lչ��һ�N****��܈�C��UC܈�C������Ҫ���c�����������g݁��݁�b�á����� HCM��݁܈�C����ʽ�������g݁��݁�b�õ� UC܈�C�Q�� UCM ܈�C�S�D6-16��a�������������g݁����݁���ܳ���������g݁�����b�õ� UC܈�C�Q��UCMW܈�C���D 6-16��b����UC܈�C�� HC܈�C���и���ĉ����������İ��ο�������������܈�Ƹ�������������Ӳ�İ厧�������^�õؿ��Əͺ����κ�߅���p�������m����܈�Ʊ������Ҿ���һЩ����Ҫ��İ�ġ�
������HC ܈�C��ԭ�������ο���
1. HC܈�C��ԭ��
Ŀǰ�V��ʹ�õ���݁�厧܈�Cͨ���Dz��þ���ԭʼ�ȵĹ���݁����ݚҺ����݁���g�����ư��εġ�������ԭʼĥ���Ȳ����m��܈��Ҏ�̵�׃������݁�b����݁�i���Ⱥ��S�Љ��������ƣ����ο��Ƶ�Ч����ʮ�����룬���о��µİ��ο��Ʒ�����
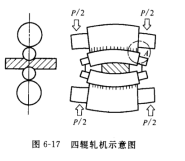
��݁܈�C����ݚ�ē϶���D 6-17 ��ʾ�������ڹ���݁�c֧��݁�Ľ��|�����ϴ������к��� A �^��������܈�Ǝ��Č��ȵĹ���݁�c֧��݁�Ľ��|�^����ˣ��� A���|�^�Ľ��|�����γ�һ��ʹ܈ݚ�϶ȼӴ���к����ء��@�ӹ���݁�ē϶Ȳ��Hȡ�Q��܈����������Ҳȡ�Q��܈�Ǝ�䓵Č��ȣ������|�^ A �Č��ȡ���܈�Ǝ��Č������^����׃���r������݁�����ڏ��ԉ��ⲻ������ē϶�׃���ͺܴ��ҷ�������Ҫ���к����ص���һ���֡�
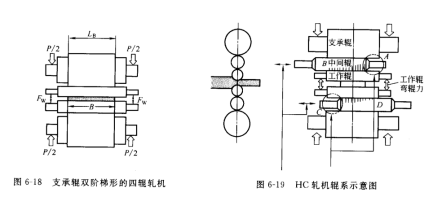
�������� A �^���к����ã��^���εķ����nj�֧��݁�Ƴ��p�A���Σ�ʹ����ݚ�c֧��݁�� A �^Ó�x���|����D 6-18 ��ʾ����܈�Ʋ�ͬ���ȵİ厧�r����Ҫ�l���Q݁����׃݁�g���|���� LB�����߰�֧��݁���ɿ��S���Ƅӵģ���֧��݁�^���Ƅ��b��Ҳ��Ҫ�����O�䣬��һ��l���²����F����˰l�������g݁��
�S���Ƅӵ���݁܈�C���� HC܈�C����݁ϵʾ��D��D 6-19��ʾ�����ڲ��������g݁�S���ƄәC�����ɸ���ԭ�ϳߴ硢Ҏ��ͬ���x��ͬ�����gݚ�Ƅ�����






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖