24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


܈݁���{���b����܈�C��һ����Ҫ��������Ҫ�Á��{��܈݁�ڙC���е�����λ�ã����Ա��C�@����Ҫ��ĉ����������_��܈���ߴ磬�Π��Լ�������܈�Ɨl�������܈�C��܈݁�{���֏����S���{���ɲ��֣��{����Ŀ���Ǟ��˵õ����_�Ŀ���λ�á�
�D4-9��b����ʾ�����_����λ�ã��D��a��݁�p�^����M���ϣ����{�������ɉ����b�û����b�Á���ɣ��D��c�����ϣ���݁�����қ]�Ќ��У�����M�������S���{����

�������܈�C��܈݁�������{�������{������ͨ�����ړQ݁��׃�Q�aƷҎ�����Qĥ�p�S���M�У�܈݁�Ƅ���С�����{�ٟoҪ��ͨ�����܈�C�����b�Î�ȫ�������ք������{���f������������B܈�C�ϣ����ϱ��C�B܈��������܈���^����Ҳ��Ҫ�M�Љ����{�����������Ԅӻ��̶��^�ߵ�܈�C�Ͼ����ԄӉ����b�Õr���t��횲���늄Ӊ����b�á���܈݁ƽ���b�ò��ú��εď���ƽ�⡣

��һ��܈݁�����{���b��
1����݁�ք��{���b��
��Ҋ���քӉ����b����һ���ķN��ʽ����D4-10��ʾ��
Ŀǰ��Ҫ���ÈD��c���c�D��d����ʾ��ʽ��
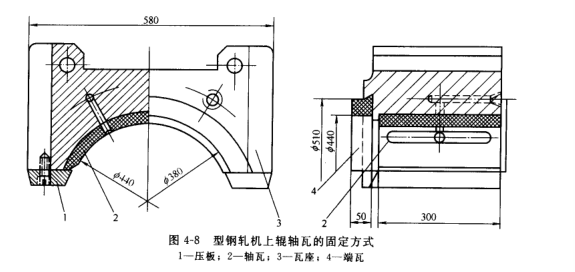
2����݁�ք��{���b��
��݁���܈�C����݁�ǹ̶��ã���݁�{��ֻ�ǰ��S�е�ĥ�p�̶��{�S�е������������C݁�i�c�S�У��S���r֮�g�ĺ��m�g϶�������@һ�{�����^С������бШ�C�������ͽY����бШ���o��H���������ķ�ʽ���@�N�Y���Q݁���㣬ʹ���^�V��
3����݁�ք��{���b��
����݁�̶�����݁���܈�C�ϣ���݁�{���������c��݁�{���b�õ�������ͬ�������{��݁�p����Ҋ�ĽY���Љ����ݽzʽ��бШʽ�������ݽz�����ÈA���X݆���ӣ������ݽzʽ�{���C�������c���{�����������܈�C�ײ�������ˮ�������FƤ�����g����Ҫ�^�õ��ܷ���o��ʩ��бШʽ�{����С�����Y�����Σ����Ҳ���ˮ�������FƤ���g���ʽ������á�
650���܈�C����݁�����b����D4-11��ʾ�������ݽz������݆ͬ�S��С�X݆6ͨ�^���g��݆1�����X݆4���ӣ����������b�ö��b�ڙC�����w֮�У����Ϻ����Y�����C�ܵļӹ���С�X݆���Ý����S��7�����g��݆3�Dz��D�ӵģ����c�C�����w�����o��ϣ�����ʹ�D���p�㣬��݆�c���S֮�g�b�НL���S��2�����X݆4�c�����ݽz5�ĈA�������o��ϣ������I���fŤ�ء�
��݆��������Ҫ�ǼӴ��X݆���ľ࣬�Ա�����������݆�Ŀ��g�����]�������ݽzҪ�m���£��f܈݁���{�����������g��݆���X������С�ډ����ݽz����Ƅ��������X݆����֮�͡��X݆�ø��͝�����






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖