24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


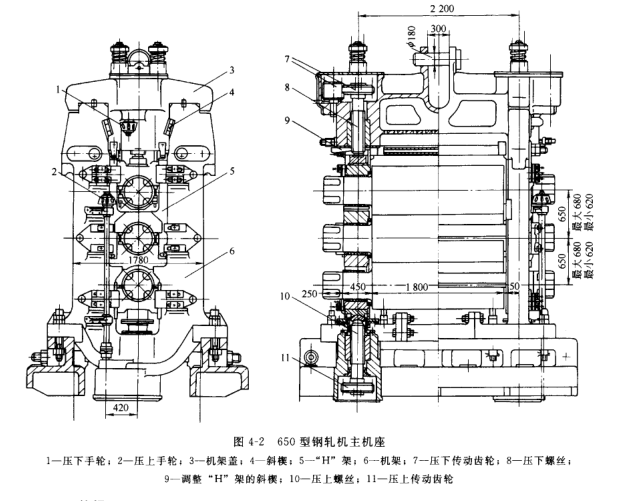
�D4-2��ʾ��650���܈�C���C�������C�����ϣ��У�������܈݁���D����̶���׃��������֮݁�g�����^䓣����F���������܈�ơ���݁λ�ù̶�������݁�քeͨ�^�����b�ú͉����b���M�Џ����{�����Ա��C���͵�Ҫ���ϣ����¾������ք��b�ã�܈݁��܈���^���Ќ����{���ģ�ֻ���ړQ֮݁����S��ĥ�p�r���M���{������݁���{����С��һ����ú��εď���ƽ�⡣
����������a��������С����Ʒ�N���Q݁�Δ����^С��ͨ�������_ʽ�C�ܡ��C���w�c�C����бШ�̶������ҙC���w����һ�����w�����²������ҙC���ÙMШ朽ӣ��C������܉���ϣ������{��܈݁���S��λ�ã��ϣ��У���܈݁���O���S�塣�ϣ��У���݁���S�ж����_ʽ�ģ�ͨ�������zľ�S�ߡ�






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖