24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


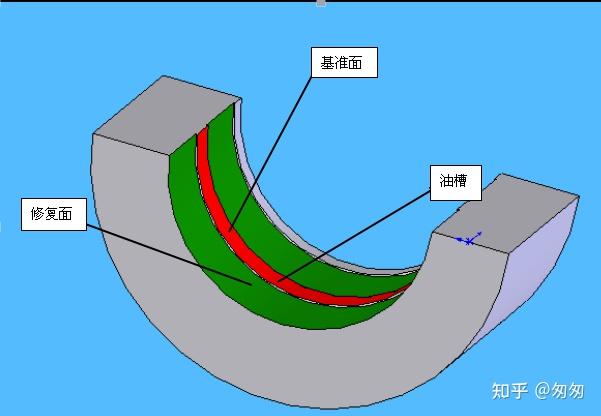
����䓰�܈�C���ڵĆ��}����
ij䓰�ӹ���I��܈�C��ȡ�p�ٙC�S����ĥ�p���p�ٙC���ӵ�Ť���^���L���\�D���S���Һ��S����Ȧ�a���g϶�������S���Үa��ĥ�p���@���S���ҵ�ĥ�p��������Ҫĥ�p��λ���X݆������w�������棩λ�ã�ĥ�p����1mm���ң������w�S����ĥ�p�^С��
�O�䅢�����S��λֱ��250mm������80mm���D��960r/min�� ���|���T�F���\�й����ض�40��--60�棬������ʽ��ϡ�͝�����
����䓰�܈�C�p�ٙC�S����ĥ�p���ޏͷ���
1���S����ĥ�p���}һ���l�������õđ��������磺�|�~Ƥ�������c������Ҳ���a���C�ӹ���ˢ僡���Ϳ����ȡ������Ј��Ñ����{�з�����r�������@Щ���y�ķ�����ɿ��Ժͷ����ԣ�һ���̶��϶����ںܴ��}��
2���߷��Ӳ����ޏͷ����Y��һ�����й�ˇ���߹��b���ø߷��Ӳ����ޏͣ����ø߷��ӽ����ޏͲ��ϬF����Q�p�ٙC�S����ĥ�p���}�����^�ݾ��ǬF���ޏͣ��ޏ�Ч�ʸߣ�Ͷ�����������٣����Ͼ��н��������߂�ġ����ԡ���ճ�����ߣ��������ܺã�ÿƽ�������_1020kg�������f�ǽ�ֹĿǰ���S����ĥ�p����һ�N������ޏͼ��g��ԓ���g�ھ��ޏͣ�ʡȥ�˴������b����ί�ӹ��ĕr�g���ޏ͕r�g�̣��r�������
�ޏ�ʾ��D
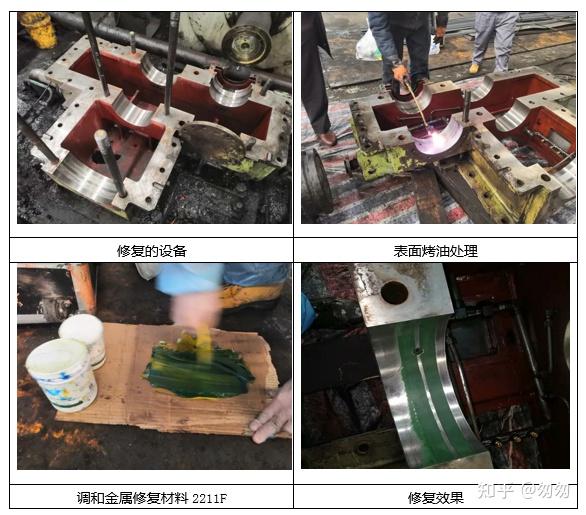
�ġ�䓰�܈�Cĥ�p�ޏͲ��E
1����ĥ�p��䓰�܈�C�S���ұ����ĥ������̎����ȥ�������ӣ�¶�����ٱ��|��
2��ʹ�ßoˮ�Ҵ���ϴ���棻
3�������ձ����{�ͽ����ޏͲ���2211F���{��������oɫ�
4��ͿĨ���ϣ�����Ը���ĥ�p�ijߴ磻
5�������õĶ�λ���õ��ڳ߹��г�ĥ�p�ߴ磬�^��һ��ɹ���
6�����Ϲ̻��M�а��b�����b�r�ٱ���ͿĨһ�ӣ�
7�����b���w���w���o����˨���ޏ���ɡ�
�塢�ޏ͈DƬ






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖