24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


ʮ݁܈�C�����䄂�Դ�����c����Ŀǰ�����ϲ��P���܈�������C�ͣ���ɭ���נ�܈�C��ɭ������܈�C�sռ��ʮ݁܈�C��90%���ҡ�
1 ��ʮ݁܈�C��݁ϵ����
��ʮ݁܈�C������ʽ�ΙC�ܲ��ã����a�`��aƷ��������݁ϵ�D��D1��ʾ����������݁ϵ���ã�܈�����Ĺ���݁ͨ�^���g݁����֧��݁�b�ã����^�K�������C���ϡ�����݁�������L�ȷ������ж��c֧�Σ�܈݁����׃�ΘOС����܈���Č��ȷ����Ͽ��ԫ@�÷dz����_�ĺ��ƫ�
܈�C݁ϵ�����ɽM������10��܈݁��ÿ�M��һ������݁���ɂ�һ���g݁�����������g݁���Ă�֧��݁�M�ɡ�֧��݁���ð������ֶ��S�Ќ��F���c֧�Σ�����݁������ֱ�ӯB�ŵķ�ʽ���o�̶�֧�Ρ�����6�������g݁��4�������݁��2����Ą�݁����܈݁�g��Ħ�����ӡ�

�D1��ʮ݁܈�C݁ϵ���ÈD
��1��֧��݁��2��һ���g݁�������g�Ą�݁��3������݁��4�������g����݁
2 ɭ���נ�܈�C����
2.1 ܈�C�C��
ɭ���נ���ʮ݁܈�C���]��܈�C���C�ܲ������wʽ����D2��ʾ���C�����w�T�죬���ȴ������w�T䓼��мӹ���8��÷���M�ף������b֧��݁�b�ã����C��܈���������ɢ�ڙC���ϣ��p��݁ϵ�IJ�����׃�Ρ��O���|���p���H��ͬҎ����݁܈�C������֮һ��܈�C���γߴ�С���������Ͷ�Y�١�
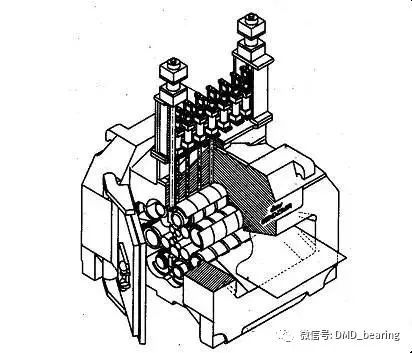
�D2 ɭ���נ�܈�C�C�ܽY��
��ʮ��܈݁���h�ίB��ʽ�Ƕ�ڙC�܃ȡ�ԓ܈�C��ʹ�������͂ȿ���Լ����в���܈�Cǰ�����u׃�����F��픰�͵װ�Y����ʹ��܈�C�Ʒ���ؓ�d�µ�׃����܈�C�����ϵķֲ����Ӿ������������������c��
2.2����ϵ�y
������ͨ�^�D�Ӄɂ��ϲ����g֧��݁B��C��ƫ�ĭh�팍�F�ģ�B��C݁�Y����D3��ʾ��B��C݁ƫ�ĭh���D�ӣ��ǿ������ƄӉ����p���X�l���D�c�䇧�ϵ�һ�������X݆���Ķ��D��ƫ���S�����F����݁�ĉ��¼�̧��ƫ�ĭh���b�ڰ����ĝL��S���ϣ���˱���ͨ܈�C�ĉ����ݽz���ܵ��\��������ҪС�ö࣬��܈���^����Ҳ�܉���p���`��Ļ��D��
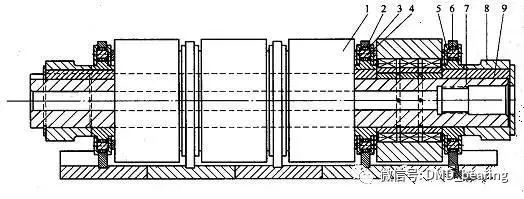
�D3 ɭ���נ�܈�CB��C֧��݁�Y���D
1���r�S�У�2������3�L��S�У�4��ƫ�ĭh��5�X݆Ƭ��6��ƫ�ĭh��7�S��8�����X݆��9�I
2.3܈�ƾ��{��
ɭ���נ�܈�C܈�ƾ��˸��{������ͨ�^�D�Ӄɂ��²����g֧��݁F��G��ƫ���S����ɵġ�܈�ƾ��Ę˸߱���cǰ����݁�˸���ͬ������˸߲�ֵ�^������܈�Ǝ��ijʲ����Ρ�
2.4���Ϳ��Ƽ��g
ɭ���נ�܈�C��Ҫͨ�^�ɷֶ��{����֧��݁��һ�ˎ��F�Ȳ����S���Ƅӵ�һ���g݁�Լ����ȵĹ���݁�Ͷ����g�Ą�݁���ֶ��M�а��Ϳ��ơ�
֧��݁B��C݁���Ѓ����pƫ�ĽY������ƫ�ĿɷֶΆΪ��{�����Ը�׃����݁�؏���λ�ã����F���͵��{�����Q��ASU���{����ASU���Ԍ��Q�{����Ҳ���Էnj��Q�{���������F߅�˕r����������ASU݁�ȣ������F���˕r���t�pС���ȣ��@�ɷN��r�ٌ��Q�{�����nj��QASU�{������ʹ֧��݁�S���Aб������䓵��ԏ��M�п��ơ�֧��݁�����{�����ǽ��^�����g݁��һ���g݁�ł�������݁�ϣ������@Щ܈݁�Ą��ԣ�ASU��1/4�˵ȸߴ�ƽ̹��ȱ�ݵ��{���������ޡ�
���������ɴ���ɵĎ��߅�ˣ�һ���g݁һ�ˎ��F�Ȳ������S���Ƅӡ����ֹ����݁�ό���һ���g�F���D��̎�^��ĥ�p���Լ�����̎����݁݁�p݆����ͻ׃��һ���g݁�F���D��̎���ÈA�ǣ�����Ӳ�ȱȹ���݁�ĵ͡�һ���g݁�{�����Ƀɂ��pҺ�����M�еģ�����ֻ��܈�C��ֹͣ��B��܈݁���_�r������܈���ٶȴ���150 m/min���ϕr�M�С�һ���g�Ƅ��ٶ��cؓ�ɵĴ�С�ɷ��ȣ��c܈���ٶȳ����ȣ������Ƅ��ٶȵ����ƣ����ھ��{��Ч���^�����
2.5 ��ˇ����
����܈���͝�����DMS��˾�OӋ�˸�Ч��Multi-Bank��sϵ�y�����C܈���^����s�c�������á�܈�C����DMS��˾����****��SCP����ϵ�y��ԓϵ�y����Ч�ʸߣ��\�оS�o�ɱ��ͣ�����С���܉�M�㌦��䓱����|���^�����Ҫ��
3 ɭ������܈�C����
3.1 ܈�C�C��
ɭ�����˶�ʮ݁܈�C���_��܈�C���C�ܲ��÷��wʽ�������ɲ��ֽM�ɣ���D4��ʾ��
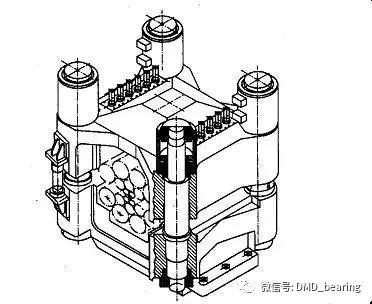
�D4 ɭ������܈�C�C�ܽY��
�C�̶ܹ������C�ܵ��Ă����ϸ���һ�����������Ի�ӵ��ϙC�������@�ĸ������ʴ_�������Ƅӣ������Ă�Һ���ׁ��{��݁�p��܈�������䃞�c�ǣ�****��܈�C�_�ڶȴ��㴩����****�����F�������p݁���ϕr�������^�����̎�����ϣ�������܈݁݁��ʹ�÷�������܈݁ʹ�É����L���ɽ����\�гɱ����������Ƿ��w�Y�����C�ܵ����w�����^ɭ���נ�܈�C�Բ
܈�C֧��݁���������ƽ�棬�ӹ����ȱ�÷���M�ߣ�������M�НB̼̎������ĥ�Ժá�
������܈�C�ϙC�ܿ��ԃAб������ʮ�ַ����܈�ƾ���Ш�Δ����܈����܈�Cǰ�����ɂ��T�����T�g�����g϶�������ˆT���^�쵽݁�p�����ĵ�܈�Ơ�r���@Щ�����wʽ܈�C�����еġ�
3.2����ϵ�y
����ȫҺ�����£��Ă�Һ����ֱ���������Ă������ϣ�Һ��������ֱ�ӎ����ϙC�����w�����Ƅӣ�Һ���ײ���ͬ����ʽ���ŷ��y���b��Һ�����ϣ�ÿ��Һ�����Ѓɂ�����������������ֱ�Ӝy��܈���������C�ܰ��b���Ă�λ�Â�����������ֱ�Ӝy��݁�p������Һ����ֱ���������ϙC���ϣ����µ�푑��r�g��( < 20ms)��λ�ÿ��ƾ��ȸ�(��0. 001mm)��
3.3܈�ƾ��{��
����Ш���{���C������D5��ʾ���C��֧��݁��������һ��б�棬�cһ��Ш�K����ϡ���Һ���������Ƅ�Ш�K��֧��݁�������������²�݁ϵ�Ϳ��������ƄӏĶ�����܈�ƾ���׃��ԓ�C�����S����݁�����g݁���^��Ĺ������������ڱ��r�S�����ľ��]������׃�������Ա��ֳ���܈݁܈�����ķֲ��^�ѣ�ԓ֧��݁�����Y���^�麆�Ρ�
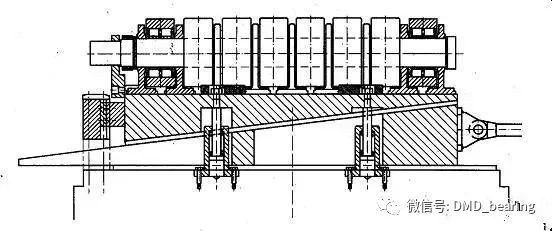
�D5 ܈�ƾ�Ш���{���C��
3.4���Ϳ��Ƽ��g
������܈�C���Ԍ��ϙC�܃Aб����܈�ƾ���Ш�Δ���Ď��ģ�1625mm܈�C�Aб�����_��2mm��
ɭ������܈�C��֧��݁�����{���C����A��D݁�ϣ�ͨ�^ֱ���ƄӰ���λ�Á�ʹ�̶����S�a������׃�Σ���݁���{������ԭ����ɭ���נ�܈�C��һ�ӵġ�
ɭ������܈�C��4��һ���g݁��һ��Ҳ�����F�Ρ�����݁�IJ����ȼӹ����F�ȣ�����݁�Ă��ӂȼӹ����F�ȡ����¸���֧һ���g݁�ĈA�F���L���Dz�ͬ�ģ�һ֧�^�L���Q��Q݁���m������܈�ƕr�������������ķ�֮һ��λ�����Σ�һ֧�^�̣��Q��E݁���m�����{������߅�������Č��ȵİ˷�֮һ��λ�İ��Ρ�
3.5 ��ˇ����
����܈���͝�����܈�C܈������sϵ�y����SUNDWIG����****��ײ��ʽ����ϵ�yȡ���˂��y���Q��ʽ����ϵ�y������܈���ʹ�ֱ���䵽��䓱��棬�a����ӿ������������ʹ��sЧ�����30%��
ɭ������܈�C�ć��͌����������OӋ���ڔ�������r�¿��Ա��o݁ϵ���܂�����
ɭ������܈�C����ϵ�y����һ�M��݁���ȣ���һ�M�~݁���⣩�̓ɽM�՚ⴵ��ϵ�y�������Ч���^�ã�������DMS��˾��SCP����ϵ�y��
ɭ���נ����wʽ܈�C��ɭ�����˷��wʽ܈�C�ڽY�����c�����Ϳ��ơ���ˇ�����ȷ�����Ѓ�ȱ�c�����O���x����ƶ����aӋ���rһ��Ҫ���ΰ���ס�@Щ���c���������_�������x��






















 ԥ���W���� 41910102000734̖
ԥ���W���� 41910102000734̖