�厧܈�C(j��)AGC���Ƽ��g(sh��)����܈���g(sh��)
�l(f��)���r(sh��)�g��2021-10-06
�g�[����
Һ��AGC���Ԅ�(d��ng)��ȿ��ƣ�ϵ�y(t��ng)����ߌ������B܈���������ư��Σ���ߎ��ĺϸ��ʵ���Ҫ���g(sh��)���AGCϵ�y(t��ng)�Ą�(d��ng)�B(t��i)Ʒ�|(zh��)���o�B(t��i)Ʒ�|(zh��)�ĺÉ�ֱ��Ӱ�ϵ�y(t��ng)�ķ�(w��n)���ԣ�푑�(y��ng)�Ŀ����ԺͿ��ƾ��������厧܈�C(j��)Һ��AGCϵ�y(t��ng)��Ҫ�����nj�(sh��)�F(xi��n)����λ���Ԅ�(d��ng)����(Һ��APC)������Ԅ�(d��ng)����(Һ��AGC)��������������Һ��AGCϵ�y(t��ng)푑�(y��ng)�Ŀ����ԣ����Ƶľ��_��������ʹ��Խ��(l��i)Խ��Č������a(ch��n)������������R�1500mm�������B܈���a(ch��n)����(sh��)�`�C��Һ��AGCϵ�y(t��ng)ͨ�^(gu��)�������܈�C(j��)����ˮƽ�����ʹ�îa(ch��n)Ʒ�|(zh��)��������������Һ��AGC����푑�(y��ng)�r(sh��)�g40ms��푑�(y��ng)�l��15Hz����ʹ�厧�v��������ڷ�����(n��i)��������ʹ�R䓰厧�a(ch��n)Ʒ�|(zh��)���_(d��)������ˮƽ����Һ�������b��һ����λ�Ƃ�������Һ�����Һ�ŷ��y�����M���������D1��ʾ������ϵ�y(t��ng)ͨ�^(gu��)�Һ�ŷ��y��(du��)Һ���������͉������{(di��o)��(ji��)��(l��i)����Һ�����ϡ����Ƅ�(d��ng)���ѓ�(l��i)�{(di��o)��(ji��)܈݁݁�pֵ��Һ��AGCϵ�y(t��ng)ͨ�^(gu��)�y(c��)��x���λ�Ƃ������͉����������Ȍ�(du��)����(y��ng)����(sh��)���B�m(x��)�y(c��)���������B�m(x��)�{(di��o)�����¸�λ���������܈�Ɖ�����������Ķ����ư厧�ĵĺ�����һ��(g��)������Һ���ŷ����ƺ���Ԅ�(d��ng)����ϵ�y(t��ng)����Ҫ�O(sh��)����Ӌ(j��)��C(j��)�������z�y(c��)Ԫ�������Ŀ����b�ú���һ��Һ����(ÿ��(c��)һ��(g��))�����Ĉ�(zh��)�ЙC(j��)��(g��u)�M�ɡ��z�y(c��)Ԫ����Ҫ�У��y(c��)��x���y(c��)���x(ÿ��(c��)һ��(g��))�Լ����b��Һ�����ϵ��Ă�(g��)λ�Â�����(ÿ��(g��)Һ���׃ɂ�(g��))�̓ɂ�(g��)����������(ÿ��(g��)Һ����һ��(g��))�����
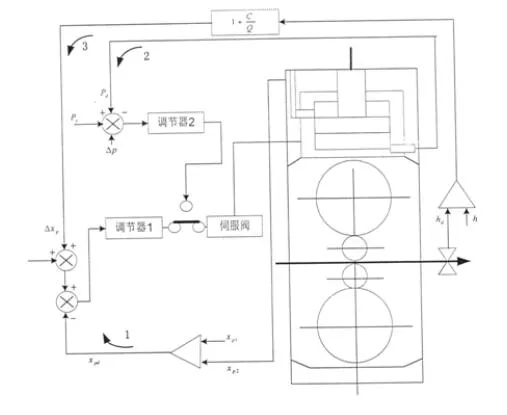
�D1 Һ�����ϵ�y(t��ng)�Y(ji��)��(g��u)��D

�D2 Һ��AGC�y�_(t��i)ʾ��
Һ��AGC�y�_(t��i)ԭ��ʾ����D2��ʾ��
��1���yվ�·�P���BͨҺ��վ��ϵ�y(t��ng)������·�����ڞ�Һ��AGCϵ�y(t��ng)�ṩҺ����(d��ng)����T���BͨҺ��վ��������������ڻ���������2���yվ�ҷ���P��������T�������X�����ڙz���Ų���ϕr(sh��)�z�y(c��)�yվ��(n��i)ϵ�y(t��ng)���͉���P�Լ��ŷ��y������·X�Ƿ�����������3���yվ�Ϸ�A���BͨҺ��AGCҺ���ןo(w��)�Uǻ��B���BͨҺ��AGCҺ�����ЗUǻ������4���^(gu��)�V����(du��)�yվ��(n��i)��P��·��X��·�е��s�|(zh��)�M(j��n)���^(gu��)�V��������^(gu��)�V��DPS1������������l(f��)��������̖(h��o)��������(y��ng)���r(sh��)���Q�������5���yվ��P���ք�(d��ng)�y��Ҫ���ڙz�ޕr(sh��)��ԓ�yվ��ϵ�y(t��ng)������·���_(k��i)�����6���͉�������SP1��SP2���b���yվ����·�ϣ����ڙz�y(c��)Һ��AGCҺ���ןo(w��)�Uǻ���ЗUǻ�͉��������Y=T�����X�x��P����T�������(l��i)�������_(k��i)ͨP�������A���B��·�����������ʽ1��A���B��·����ijֵ���Ԅ�(d��ng)���ص�T�����������ʽ2�����������y��Ȧ��늣��Ԅ�(d��ng)��A���B��·������T�������ͨ�^(gu��)ݔ��ģ�M����10mA�����(l��i)�����ŷ��y�yоλ�ã�ʹ���ŷ��y����������(g��)��ͬ�Ĺ�����B(t��i)����B(t��i)3�����߽�ֹ����Փ��B(t��i)��2 .1Һ��AGCϵ�y(t��ng)�Ĺ���һ��(g��)������Һ��AGCϵ�y(t��ng)��(y��ng)������ɂ�(g��)�������������^��Ҫ���������棺��1)���¸�λ���]�h(hu��n)1 �S܈�Ɨl��׃�����r(sh��)��(zh��n)�_�ؿ��Ɖ���λ�������XP1,XP2����������քe�Dz�����(c��)�͂���(d��ng)��(c��)��������(du��)���w��λ�������ȡ��ƽ��ֵXpd���錍(sh��)�y(c��)λ��ֵXps��o����̖(h��o)��� �ǜy(c��)��x�O(ji��n)�حh(hu��n)�ķ����������2)܈�Ɖ����]�h(hu��n)2 ͨ�^(gu��)����܈�Ɖ�����(l��i)�_(d��)�����ƺ�ȵ�Ŀ�ġ�Pd��܈�Ɖ����Č�(sh��)�y(c��)ֵ�������Ps���ʼ�O(sh��)��ֵ������� ������ֵ�������3)�y(c��)��x�O(ji��n)���]�h(hu��n)3 ����܈݁ĥ�p�����������Û���O(sh��)��ֵ�`��ȵ�Ӱ������C��܈�C(j��)�v��ϵ��(sh��)�����Q��܈�������Ԅ���ϵ��(sh��)����hd�錍(sh��)�y(c��)܈����������hs���O(sh��)��܈�ƺ�������2.1.2 Һ��AGC��(sh��)�W(xu��)ģ��Һ��AGCλ�ÿ���ϵ�y(t��ng)��һ�N���;��Џ���ؓ(f��)�d��λ���ŷ�����ϵ�y(t��ng)�����䷽��D��D3��ʾ��
λ�Ƃ�����
�ŷ��y
�ŷ��Ŵ���
�Ŵ��cУ��
܈݁��(d��ng)��
ָ����̖(h��o)

�D3Һ��AGC�ŷ�����ϵ�y(t��ng)����D
����D�����ׂ�(g��)��Ҫ���֣��Һ�ŷ��y���y��Һ���ס�λ�Ƃ��������ŷ��Ŵ���������������ֵĔ�(sh��)�W(xu��)ģ�����£���1)�y��Һ�����������Һ�����������f����(sh��)��(l��i)���ƣ�ʽ�У�Xpһ�����г�������m�������QLһ�ŷ��yݔ�����������m3��s��һؓ(f��)�d���Ʉ����c����ϵ��(sh��)֮�����rad��s������һҺ�������cؓ(f��)�d���ɴ�(li��n)��ϕr(sh��)�Ą����c����ϵ��(sh��)֮������һҺ�������cؓ(f��)�d���ɲ�(li��n)�����cؓ(f��)�d�|(zh��)����(g��u)�ɵ�ϵ�y(t��ng)�����l��2)�Һ�ŷ��y���Һ�ŷ��y���и߶ȷǾ������c(di��n)������ݔ������QL�ľ��Ի����̞飺ʽ�� Qsv0һ�ŷ��y�Ŀ��d�������Qsv0= Ksvһ�ŷ��y���o�B(t��i)�����Ŵ�ϵ��(sh��)Kcһ�ŷ��y�ĉ�������ϵ��(sh��)�ŷ��y���f����(sh��)�ɰ����A��ʎ�h(hu��n)��(ji��)��(l��i)ȡ����ͨ����(d��ng)Һ����(zh��)�ЙC(j��)��(g��u)�Ĺ����l�� ����50Hz�r(sh��)���ŷ��y�Ą�(d��ng)�B(t��i)���Կ���һ�A�h(hu��n)��(ji��)��ʾʽ��������� ���ŷ��y�����l������������ԏ��ŷ��y����S�ṩ���l��푑�(y��ng)�����@��3)λ�Ƃ������͉�������������λ�Ƃ�������ҕ��T�ԭh(hu��n)��(ji��)�����(d��ng)׃����ʽλ�Ƃ������Ă��f����(sh��)�飺������������ҕ������h(hu��n)��(ji��)ʽ��Kfһ��������ϵ��(sh��)����4)�ŷ��Ŵ�����������ŷ��Ŵ���(�������ʷŴ���)�ɼ������Ԫ���M�����푑�(y��ng)�ٶȺܿ죬Ҳ�ɲ�Ӌ(j��)��r(sh��)�g����(sh��)���������h(hu��n)��(ji��)̎������5��Һ��ϵ�y(t��ng)�Ă��f����(sh��)��������������(g��)�h(hu��n)��(ji��)�M������(l��i)���ɵõ�Һ��λ�ÿ����]�h(hu��n)�Y(ji��)��(g��u)�D����Ҋ(ji��n)�D4���
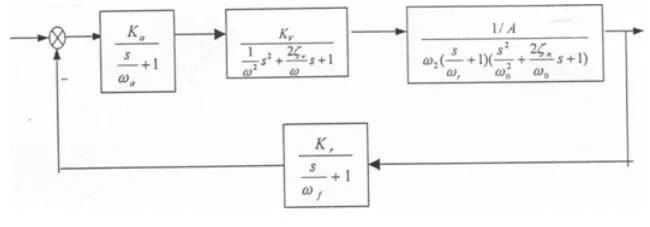
�D4 Һ��ϵ�y(t��ng)�����]�h(hu��n)�Y(ji��)��(g��u)�D2.1.4 Һ��AGC�����c(di��n)��1)�T��С�������푑�(y��ng)�죺����AGCҺ�����\(y��n)��(d��ng)������늙C(j��)�T��С�������ļ��ٶȿ���ߵ�500 mm��s�������ϣ������ٶȿ��_(d��)��4 mm��s�������ϵ�y(t��ng)�l�ʿ��_(d��)1 5Hz������푑�(y��ng)�r(sh��)�g 45ms��ͬ�r(sh��)ÿһ�ײ����p���ŷ��y�����������߹����ٶȴ_��ϵ�y(t��ng)�ܝM��25.1m��s�ĸ���܈�ơ���2)���ȸߣ�����F1��F7ȫ������Һ��AGC����������Գ�Ʒ���ƫ������_(d��)����10 m(3mm���ϳ�Ʒ���ɿ��ڡ�20��m)��������܈Һ��AGC��Ʒ���Ȍ���(hu��)�ɱ����������3)��ȫ�ɿ���Һ��AGC�����r(sh��)���г̷�����-5--+25mm�����Ŀ��{(di��o)����������ͬ�r(sh��)�O(sh��)�п���ж���b�ÿ��Է�ֹ܈݁�����S�е��^(gu��)�d�͓p��������4)���Ĺ�����������ڑT��Сͬ������Ĺ���ҲС���������Ч�ʸߡ���5)���������`����ڲ���32λ���C(j��)ϵ�y(t��ng)���Ʋ����`�������ͬ�r(sh��)�\(y��n)�����ڿ���������ɘӕr(sh��)�g�H��5ms����6)܈�C(j��)���ȿɿ��������ɸ���(j��)��ͬ��܈�Ɨl���������x��ͬ�Ą���ϵ��(sh��)���������(l��i)�@����Ҫ��Ď��܈�����������Һ��AGCϵ�y(t��ng)���ǽ�����Һ������ϵ�y(t��ng)��ͨ�^(gu��)�Һ�ŷ��y����Һ����λ������(l��i)��(sh��)�F(xi��n)��䓺���Ԅ�(d��ng)���Ƶ�ϵ�y(t��ng)����������Һ��AGCϵ�y(t��ng)�ѳɞ����Ԅ�(d��ng)����ϵ�y(t��ng)�l(f��)չ���·���Ŀǰ��������������½���Ľ��Ď�䓟��B܈�C(j��)����������Һ��AGCϵ�y(t��ng)������������ԫ@�ÿv����ƫ����30 m�ĸ��|(zh��)���ij�Ʒ��䓡�
���N(xi��o)�a(ch��n)Ʒչʾ
�����܌�(du��)������Ϣ���dȤ��
























 ԥ���W(w��ng)���� 41910102000734̖(h��o)
ԥ���W(w��ng)���� 41910102000734̖(h��o)